公眾號平臺
礦用風動潛水泵FQW8-31/W-桃源縣桃花源潛水泵廠
水環真空泵2BEF62-武漢特種工業泵廠有限公司
煤礦用溫度傳感器GWD42-棗莊聯創實業有限責任公司
鋼絲編織橡膠護套連接器LCYVB-6-瑞安達電纜有限公司
縫管錨桿MF40-婁底市誠達工貿有限公司
回柱絞車JH-8-陽泉煤業(集團)有限責任公司煤礦技工學校實習工廠
煤礦井下用隔爆型三相異步電動機YBK3-100L2-4、8(380/660)-山東新南陽電機有限公司
采煤機金屬屏蔽橡套軟電纜MCPT-1.9/3.3 (185)mm2-長城電纜有限公司
礦用隔爆型移動變電站用干式變壓器KBSG-2500/10/3.45YZ-鹽城中煤亞太機電設備制造有限公司
氣動錨網連扣機LWQ-13-山東尋道機電科技有限公司濟寧市兗州區分公司
帶式輸送機DTL80/25/30-山東安信機械制造有限公司
帶式輸送機DTL160/280/3×1000S-山東方大工程有限責任公司嘉祥分公司
液壓支架短桿 液壓支架結構件 長桿短桿 小四連桿
短桿
DGS24 127(D)礦用隔爆型LED巷道燈廠家直銷30W
DGS24 30 127(D)礦用隔爆型LED巷道燈
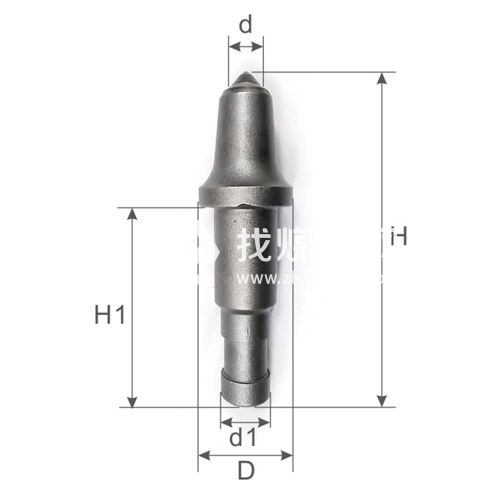
截齒 旋挖齒 弗勒克FLEXHONG 3060系列旋挖齒
旋挖齒
刮板機配件 啞鈴銷 刮板機啞鈴組件
啞鈴銷
礦用采煤機遙控發送器FYF30 采煤機遙控器 采煤機接收器
采煤機遙控器
截齒 煤截齒 弗勒克FLEXHONG U82系列礦用采煤機鎬型截齒
煤截齒
聯系我時,請說是在找煤機網看到的,謝謝!
YD212耐磨藥芯焊絲
SJ32D/1Cr13NiMo
說明及用途
用于棧焊連鑄拉矯輥,具有良好的抗氧化,抗磨損和抗熱疲勞性能。配焊帶:1Cr13NiMo
焊劑組分()
CaF2
CaO+MgO
AL2O3+MnO
SiO2+TiO2
15
35
30
20
棧焊層硬度
HRC
參考焊接規范
焊帶 (mm)
0.4×50
焊接電流(A)
800
焊接電壓(V)
28
注意事項
1.焊前須經300350烘焙2h。
2.焊接處應清除鐵銹,油污,水分等雜物。
SJ36S/1Cr13Ni6
用于棧焊連鑄機彎曲段磙子,耐氧化,耐磨損性能良好。配焊絲:1Cr13Ni6。
10
40
焊絲直徑(mm)
3.2
4.0
400500
450550
SJ70S/ Ni70Cr15
用于棧焊連鑄機足輥,具有良好的耐高溫腐蝕性能。
2.5
350
400
SJ537/ H1Cr13
用于棧焊連鑄輥,具有良好的抗氧化,抗磨損、抗熱疲勞性能。配焊絲:H1Cr13。
25
聚氨酯密封圈,密封圈
供應聚氨酯密封圈
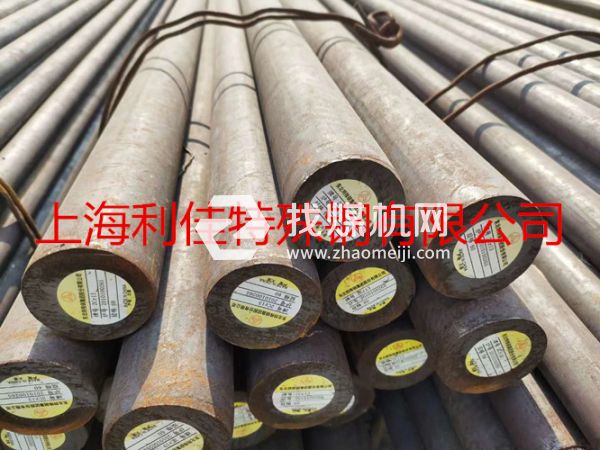
ELMXX
ELMXX是什么鋼材ELMXX圓棒板材產地切割價格
JDH3
利佳模具鋼JDH3圓棒JDH3板材切割什么價格
縫管錨桿開縫錨桿40mm 43mm 早有蜻蜓立上頭
堆焊軋輥YD405耐磨藥芯焊絲
DH2F
壓鑄鋼材DH2F圓鋼DH2F板材熱作鋼價格
0Cr18Ni9Cu3/SUSXM7
不銹鋼0Cr18Ni9Cu3圓棒SUSXM7圓鋼
煤礦支架液壓膠管
250A53彈簧鋼
250A53板材250A53圓鋼
35M5合金鋼
35M5圓鋼35M5圓鋼多少錢
400-678-5280
買賣煤機配件·就上找煤機網
電子郵箱:kf@zhaomeiji.com
掃一掃關注公眾號
網站導航| 煤機配件市場| 煤機企業黃頁| 煤機企業名錄| 煤機配件報價| 煤機行業資訊| 煤機設備百科| 煤機求購信息| 煤機供應信息| 煤機行業標簽| 用戶反饋| 幫助中心
Copyright 2020
找煤機網
. All Rights Reserved

















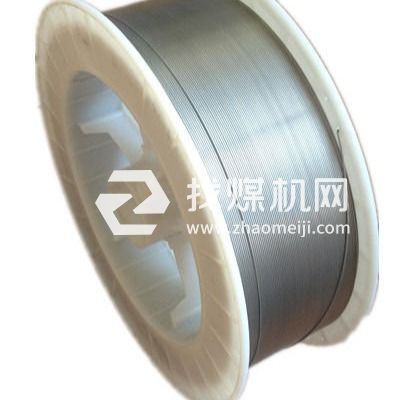





YD212耐磨藥芯焊絲
SJ32D/1Cr13NiMo
說明及用途
用于棧焊連鑄拉矯輥,具有良好的抗氧化,抗磨損和抗熱疲勞性能。配焊帶:1Cr13NiMo
焊劑組分()
CaF2
CaO+MgO
AL2O3+MnO
SiO2+TiO2
15
35
30
20
棧焊層硬度
HRC
30
參考焊接規范
焊帶 (mm)
0.4×50
焊接電流(A)
800
焊接電壓(V)
28
注意事項
1.焊前須經300350烘焙2h。
2.焊接處應清除鐵銹,油污,水分等雜物。
SJ36S/1Cr13Ni6
說明及用途
用于棧焊連鑄機彎曲段磙子,耐氧化,耐磨損性能良好。配焊絲:1Cr13Ni6。
焊劑組分()
CaF2
CaO+MgO
AL2O3+MnO
SiO2+TiO2
10
40
30
20
棧焊層硬度
HRC
30
參考焊接規范
焊絲直徑(mm)
3.2
4.0
焊接電流(A)
400500
450550
焊接電壓(V)
28
28
注意事項
1.焊前須經300350烘焙2h。
2.焊接處應清除鐵銹,油污,水分等雜物。
SJ70S/ Ni70Cr15
說明及用途
用于棧焊連鑄機足輥,具有良好的耐高溫腐蝕性能。
焊劑組分()
CaF2
CaO+MgO
AL2O3+MnO
SiO2+TiO2
15
40
30
15
參考焊接規范
焊絲直徑(mm)
2.5
3.2
焊接電流(A)
350
400
焊接電壓(V)
28
28
注意事項
1.焊前須經300350烘焙2h。
2.焊接處應清除鐵銹,油污,水分等雜物。
SJ537/ H1Cr13
說明及用途
用于棧焊連鑄輥,具有良好的抗氧化,抗磨損、抗熱疲勞性能。配焊絲:H1Cr13。
焊劑組分()
CaF2
CaO+MgO
AL2O3+MnO
SiO2+TiO2
20
35
25
20
棧焊層硬度
HRC
30
參考焊接規范
焊絲直徑(mm)
3.2
4.0
焊接電流(A)
400500
450550
焊接電壓(V)
28
28
注意事項
1.焊前須經300350烘焙2h。
2.焊接處應清除鐵銹,油污,水分等雜物。